Содержание статьи
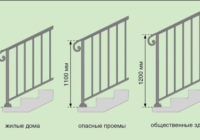
Сварка нержавеющих труб может потребоваться не только на производстве, но и домашних условиях, ведь этот материал встречается практически езде: из него сооружают опорные конструкции, навесы, перила, дымоходы и многое другое.

Сварка нержавеющей стали
Сварка нержавеющей стали отличается некоторыми особенностями в связи с ее уникальным химическим составом, что включает хром, молибден, никель, титан, марганец. Эти добавки обуславливают высокую легированность металла, а также стойкость к возникновению коррозии.
Вернуться к содержанию ↑Важные характеристики нержавеющей стали
Сварка нержавеющей стали отличается от сваривания других металлов ввиду целого ряда особенностей, а именно:
- Низкая теплопроводность, что способствует повышенной концентрации тепла в зоне сваривания. В связи с этим подачу тока необходимо уменьшать примерно на 1/5 в сравнении со сваркой других сталей;
- Металл может деформироваться в процессе сварки ввиду высокого коэффициента линейного расширения. Между обрабатываемыми в домашних условиях деталями должны быть достаточные зазоры для литейной усадки. При отсутствии таковых изделия могут дать трещины;
- Электроды слишком сильно нагреваются по причине повышенного электрического сопротивления;
Чрезмерный нагрев стал основной причиной, по которой электроды производятся максимальной длиной 350 мм для снижения отрицательного эффекта.
- При неправильной температурной обработке нержавейка может утратить свои антикоррозионные свойства. Чтобы уменьшить межкристаллитную коррозию, изделие быстро охлаждают сразу после сваривания любым доступным способом.

Сварка нержавейки
Какие способы сваривания существуют
Сварка нержавейки может осуществляться одним их трех методов:
- Покрытыми электродами;
- Вольфрамовыми электродами в защитной среде аргона;
- Полуавтоматом.
Технология предварительной подготовки нержавейки к свариванию схожа с подготовкой всех остальных низкоуглеродистых сталей: кромка металла зачищается стальной щеткой, а после – промывается любым доступным в домашних условиях растворителем.
Вернуться к содержанию ↑Важный момент: при стыке элементов необходимо оставлять зазор для последующей усадки шва.
Сварка покрытыми электродами: особенности и технология
Ручное сваривание покрытыми электродами, или сокращенно ММА, как еще называют этот режим, позволяет получить хорошие результаты по окончанию процесса. Это оптимальная технология сваривания для домашних условий, если не предъявляются какие-то особые требования к сварочному шву.

Сварка покрытыми электродами
Электроды в данном случае подбираются по химическому составу нержавеющей стали. Все типы электродов и правила их подбора содержит ГОСТ 10052-75. Необходимо всего лишь знать марку стали и обратиться к ГОСТу для справочной информации. Чаще всего применяются электроды следующих типов:
- ЦЛ -11;
- ОЗЛ-8;
- УОНИ-13/НЖ;
- 12×13;
- НИАТ-1.
Сварочные электроды изготавливаются по ГОСТ 9455-75, ГОСТ 10051-75, ГОСТ 10052-75.
Облегчит сварочный процесс следование таким простым рекомендациям:
- Сварку следует выполнять постоянным током с обратной полярностью;
- Использовать электроды большого диаметра;
- Сила тока должна быть уменьшена приблизительно на 1/5;
- Предварительно обеспечить охлаждение сварочного шва. Для этого можно подготовить медные пластины или обдув воздухом.
Электроды имеют высокую скорость плавления по причине пониженной теплопроводности и повышенного электросопротивления.
Вернуться к содержанию ↑Сварка вольфрамовыми электродами в защитной среде аргона
Технология сварки вольфрамовыми электродами в защитной среде аргона (TIG) используется тогда, когда металл слишком тонкий или к сварочному соединению имеются высокие ожидания.
Такая технология отлично зарекомендовала себя для сваривания труб, что используются для транспортировки газов и жидкостей под высоким давлением. Она обеспечивает высокие показатели прочности и надежности шва.
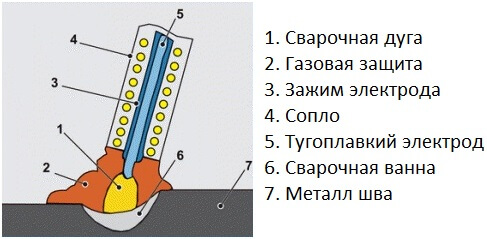
Сварка вольфрамовыми электродами
Особенности процесса:
- Можно использовать постоянный или переменный ток;
- В качестве присадки лучше использовать проволоку;
- Электрод необходимо направлять точно в зону стыка, чтобы не провоцировать окисление шва. Руки не должны дрожать;
- С обратной стороны шва выполняется поддув аргоном;
- Для сталей аустенитного класса необходимо охлаждение шва водой.
Вернуться к содержанию ↑Важно! Чтобы продлить срок эксплуатации вольфрамового электрода, не выключайте защитный газ сразу после сварки. Сделайте это спустя несколько секунд для уменьшения окисления.
Сварка полуавтоматом
Сварка полуавтоматом выполняется также в среде азота. Для работы необходима нержавеющая проволока, которая выпускается в соответствии с ГОСТ 2246-70. Согласно ГОСТ допускается использование 41 марки стали. Также ГОСТ устанавливает рекомендации по содержанию никеля в сплаве, который способствует улучшенному свариванию.
Сварка полуавтоматом позволяет получить высокое качество шва и хорошую производительность. Сваривание полуавтоматом хорошо зарекомендовало себя для соединения толстых деталей.

Сварка полуавтоматом
Сварка полуавтоматом может выполняться несколькими различными методами:
- Короткой дугой;
- Импульсно;
- Струйно.
Импульсная сварка полуавтоматом позволяет контролировать процесс, а поэтому используется наиболее часто. Проволока подается импульсно в виде капель, благодаря чему снижается ее расход и полностью исключаются брызги.
Перед выбором той или иной технологии сваривания полуавтоматом, необходимо учитывать характеристики и состав металла, выполнять предварительную зачистку и оставлять обязательный зазор.
Вернуться к содержанию ↑TIG сварка нержавейки
| Автор | Поделитесь | Оцените | Виктор Самолин |
|
|---|





Zven
Хочу уточнить, что для сварки полуавтоматом в качестве защитного газа может использоваться не только аргон, но также углекислый газ или гелий. Просто аргон применяется гораздо чаще.
26.04.2016 в 07:56Игорь
Аргон используется чаще всего потому, что он доступный, относительно недорогой, не взрывоопасный и не токсичный. Также у него нет запаха. Хотя применение гелия для сварки тоже допустимо.
28.05.2016 в 03:45