Содержание статьи
Поскольку профильные трубы стали довольно распространены во всех сферах нашей деятельности, промышленность стала выпускать их в очень большом разнообразии типов и размеров. Более мелкие профильные трубы стали применяться даже для устройства теплиц, беседок и так далее.
Пружинный трубогиб
На наряду с этим возник вопрос гибки труб, причем ровной и аккуратной, то есть с постоянным радиусом. С этой целью используется трубогиб для профильной трубы. Сегодня, конечно, таких агрегатов бесчисленное множество, вот и попробуем разобраться, что к чему.
Вернуться к содержанию ↑Классификация
Станок для гибки профильной трубы может иметь какое угодно устройство, размер и вес. Это те параметры, которые будут отличаться постоянно, поэтому проводить деление на виды именно на их основе будет бессмысленным. Для классификации используют такие параметры, как:
- Материал изделий, которые гнут;
- Принцип устройства;
- Метод гибки;
- Принцип работы.
Материал изделия
По этому признаку можно выделить следующие виды данного инструмента:
- Для профильных труб;
- Для медных изделий;
- Для металлопластиковых труб и другие подобные.

Арбалетный трубогиб для профильной трубы
Надо сказать, что гибочные станки для медной и профильной стальной трубы могут иметь одинаковую конструкцию с некоторыми изменениями в параметрах.
Принцип устройства
Профилегибочный станок, исходя из этого параметра, можно отнести к одной из следующих групп:
- Арбалетный;
- Пружинный;
- Сегментный.
Арбалетный трубогибочный агрегат работает на основе специальной формы. Надо сказать, что данная форма подходит только для одного типа изделия, как по форме, так и по размеру. В этом, наверное, и состоит самый большой недостаток такого принципа устройства.
Пружинные станки используют ручные усилия.
Сегментный же гибочный станок использует специальный сегмент определенного радиуса. Труба выгибается по контуру данного сегмента.
Вернуться к содержанию ↑Метод гибки
Станок для гибки профильной трубы может работать следующим образом:
- Метод наматывания;
- Метод обкатки;
- Метод вальцовки;
- Метод выдавливания.
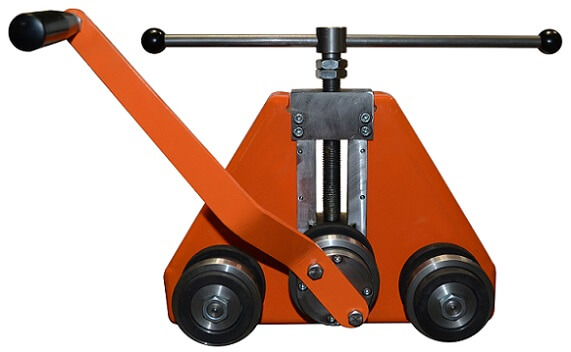
Роликовый трубогиб для профильной трубы
Наматывание
Принцип работы первого таков: специальным зажимом труба прижимается к гибочному ролику. Дальше ролик приводится во вращение, при этом наматывая на себя изделие. Ролик вращается до нужного момента, то есть до достижения необходимого угла.
Понятно, что радиус стальных дуг будет определяться только радиусом самого ролика. По этой причине есть возможность изменять его.
Поскольку данный профилегибочный станок оказывает сильное механическое воздействие на изделие, то в процессе работы оно может повредиться. Особенно это касается тонкостенных стальных, медных и других типов труб. Чтобы этого не случилось, в комплекте трубогибочный станок имеет специальный стальной стержень. Этот стержень имеет закрученный конец.
Его применение очень просто – он просто помещается внутрь трубы и не дает ей деформироваться. Кроме такого стержня может быть применен дорн, который состоит из шарниров, поэтому является довольно гибким. Принцип работы этого приспособления аналогичен принципу работы стержня.
На сегодняшний день станки, работающие по принципу наматывания, являются самыми распространенными. Наличие таких дополнительных приспособлений, как дорн, дает возможность получать очень точные изгибы с постоянным радиусом. Причем само закругление может иметь всего 1,5 диаметра самого изделия, или полторы единицы от длины диагонали.
Подобные агрегаты применяются и в авиации, и в автомобилестроении, и в других отраслях.

Электрический трубогиб
Обкатка
Профилегибочный станок для стальных материалов, работающий по принципу обкатки, имеет немного иную конструкцию. Профиль надежно зажимается между двумя роликами, один из которых полностью неподвижен. После установки изделия, второй ролик начинает движение вокруг статичного, сгибая тем самым профиль.
Радиус дуги будет зависеть в этом случае от размеров неподвижного ролика.
Профилегибочный станок такого плана не предусматривает наличие стальных стержней или дорнов. Поэтому минимальный радиус ограничен – равен минимум 3 диаметрам круглой продукции и 3 длинам диагонали для профиля прямоугольного сечения.
Важно! Рассмотренные выше два типа станков изначально предназначаются для изделий круглого сечения. Однако за неимением другого, можно работать и с профилями.
Вальцевание
Профилегибочный станок, который работает по принципу вальцевания, одинаково подходит и для прямоугольного сечения и для круглого.
Данные агрегаты, в большинстве своем, имеют целых три ролика. Все эти ролики лежат в одной плоскости, кроме того, двое из них расположены на одной линии.
Принцип работы таков: изделие зажимают между двумя роликами, которые лежат на одной линии. При этом третий ролик подводится к изделию, надавливая на него. Таким образом, создается некоторое давление. Дальше профиль приводится в движение, которое по средствам давления третьего ролика образует дугу.
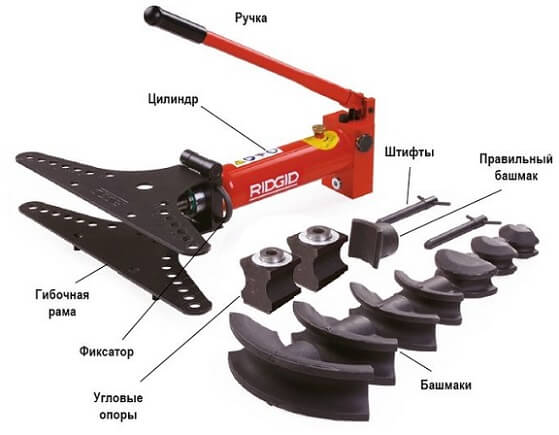
Составные части трубогиба
Удобна такая конструкция тем, что радиус легко регулируется: чем сильнее третий ролик надавливает сверху на профиль, тем меньше радиус его изгиба.
Подобные конструкции используются для изготовления колец, сегментных дуг, трубных спиралей и многих других изделий. Кроме того, для получения более качественной и точной спирали, на данный профилегибочный агрегат может устанавливаться специальный механизм, который способен поднимать шаг витка.
Выдавливание
В данном случае изделие будет опираться на две опоры, расположенные по краям. При этом ролик, который называется гибочным, будет давить на трубу в центре. Это и вызывает деформацию. Часто именно такие станки называют арбалетными.
Вернуться к содержанию ↑Как выглядят беседки из профильной трубы.
Принцип работы
По принципу работы все подобные устройства принято делить на три большие категории:
- Ручной;
- Электрический;
- Гидравлический.
Кроме этих трех категорий существует и промежуточная, например, гидроэлектрическая.
Надо сказать и то, что ручные станки сегодня тоже могут оснащаться некоторой автоматикой.
Итак, электрический станок может иметь вышеописанные конструкции с той лишь разницей, что все усилия совершаются по средствам электромоторов.
Если речь идет о гидравлических, то процесс создания дуги осуществляется при помощи гидравлических приводов. По сути это ручной станок, только усилия прикладываются гораздо меньшие.

Гидравлический трубогиб для профильной трубы
А вот в классическом исполнении ручные станки требуют просто огромных усилий, особенно если речь идет о деформации стальных материалов.
Вернуться к содержанию ↑Деление по степени автоматизации
Сегодня прогресс не стоит на месте. Он коснулся и данной сферы. Современные подобные машины уже не похожи на прежние. В погоне за точностью изгиба, подобные станки все время усложнялись, к ним добавлялась автоматика. Поэтому не лишним будет разделить их все на три категории следующего плана:
- Автоматы:
- Полуавтоматы;
- Ручные.
Понятно, что автоматический агрегат будет только электрическим или гидравлическим. Чаще всего все механизмы имеют все же электропривод. Причина одна – простое обслуживание.
Итак, подобные инструменты имеют не только электропривод, но и компьютер, который им управляет. ПО, установленное в этом компьютере, позволяет с высокой точностью спроектировать необходимую деталь.
Полуавтоматический электрический инструмент может иметь разную степень автоматизации. Например, некоторые могут иметь только одну заложенную программу, которая выполняется по средствам упоров, а некоторые имеют возможность ее изменять.

Автоматический трубогиб для профильной трубы
Вот некоторые функции, которые могут иметь разную степень автоматизации:
- Сам процесс гибки;
- Процесс зажима изделия;
- Угол дуги, может программироваться или выставляться при помощи опор вручную;
- Различные манипуляции с изделием, то есть выдвижение, повороты и так далее;
- Смазка дорна, при условии его наличия.
Ручные – это самые простые инструменты. Привод осуществляется только мускульной силой человека. Усилие может передаваться через систему рычагов на гибочный ролик.
Вывод: Как видно, есть из чего выбрать. Конечно, полностью автоматический электрический станок будет стоить дороже, но и работу позволит выполнить куда точнее, легче и быстрее. Поэтому, если согнуть нужно всего пару изделий, то лучше выбирать ручные машины. Нужно сказать и то, что арочный агрегат может быть изготовлен и своими руками.
Вернуться к содержанию ↑Трубогиб гидравлический
| Автор | Поделитесь | Оцените | Виктор Самолин |
|
|---|











Комментарии к данной статье